Bearing technology:

轴承的安装和拆卸方法
一、滚动轴承的安装
A 安装前的准备
安装轴承需要一个清洁而干燥的作业场所。特别是微型和小型轴承,如果侵入灰尘,将大大地影响轴承的特性,因此,最好在清洁室内进行。
轴承须在安装前拆封.通常,在采用脂润滑的情况下,可以不清洗防锈剂,而直接安装使用;如果采用油润滑,或者采用脂润滑,但润滑脂与防锈剂混合,将降低润滑性时,必须用汽油或煤油清洗、干燥后使用。双侧带防尘盖或带密封圈轴承不可进行清洗。安装前应仔细检查轴和外壳的配合表面、凸肩的端面、沟槽和连接表面的加工质量。所有配合连接表面必须仔细清洗并除去毛刺,铸件未加工表面必须除净型砂。在安装准备工作没完成前,不要拆开轴承的包装,以免污染。
B 圆柱孔轴承的安装
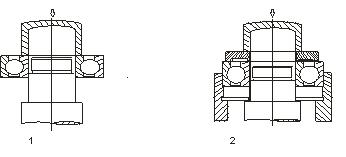
(1)压入法
对于圆柱型内孔又必须与配合件过盈配合的小型轴承,可用机械的或液压的方法将轴承装到轴上或壳体中,如图1所示。安装压力应直接施加于过盈配合的轴承套圈端面上,不允许施加于非过盈配合套圈通过滚动来传递压力,否则会在轴承工作表面上造成压伤,导致轴承很快地捐坏。若轴承套圈与轴及外壳孔都是过盈配合,装配时轴承内,外圈要同时压入轴和壳体内,如图2所示。此时装配环的形状应用同时压紧轴承内、外圈的端面。
可分离型的圆柱滚子轴承、圆锥滚子轴承、推力球轴承等,可以将内(轴)圈、外(座)圈分别安装到轴和壳体上。将已安装内圈的轴放入已装内圈的轴放入已装好外圈的轴承壳体中时应特别小心,必须保证对中。
(2)加热法和冷却法
当轴承尺寸较大或过盈量较大时,所需安装力会显着增大,因此,可利用热胀冷缩原理来安装。一般采用油浴加热(注意不要将轴承直接置于加热容器的底部,应用支架其它物体将轴体将轴承托起,以保证加热均匀)或感应加热器加热等方法。较为适宜的加热温度范围为800 C ~1000C,最高不能超过1200C。所装轴承冷却后,宽度方向将收缩,因此要用螺母或其他适当的方法使之固定,以防止套圈端面与轴肩之间产生间隙。
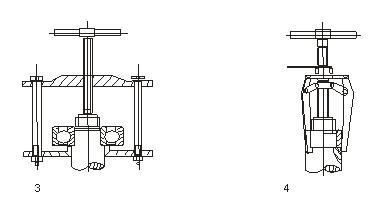
二、滚动轴承的拆卸
若轴承拆下后还将再次使用,则绝不允许通过滚动体滚动体传递拆卸力,否则滚动体和滚道都会被压伤。对非分离型轴承,首先从较松配合面将轴承拆出,然后使用压力机将轴承从紧配合表面压出。还可以使用专门的拆卸器拆轴承。如:双拉杆拆卸器如图3所示和三拉杆拆器如图4所示。